
 Los aficionados a la talla que pretendan preparar convenientemente los tablones, tablas y bloques antes de iniciar el trabajo de las gubias, pueden recurrir a maquinaria auxiliar y complicarse la vida con una sierra o con una cepilladora regruesadora.
Los aficionados a la talla que pretendan preparar convenientemente los tablones, tablas y bloques antes de iniciar el trabajo de las gubias, pueden recurrir a maquinaria auxiliar y complicarse la vida con una sierra o con una cepilladora regruesadora.
Toda máquina requiere un aprendizaje, y casi nadie da lecciones gratis. En Tallamadera.com queremos transmitir nuestras experiencias.
El tema que hoy abordamos exige mancharse las manos de grasa. Si os gusta la mecánica mejor. Si no os interesa en absoluto haréis bien en no seguir leyendo.
Si disponéis o estáis pensando en haceros con maquinaria, podéis encontraros ante instrucciones incomprensibles y un vacío importante sobre el tema. Muy pocos se atreven a abordarlo. Para hacerlo hemos desarrollado esquemas inéditos que buscan facilitar la comprensión.
Tal vez tengáis conocimientos sobre el tema y vuestra propia opinión sobre lo que a continuación exponemos. Sería muy valioso para otros aficionados que los compartierais.
Tras unos 8 meses de trabajo de la pequeña cepilladora-regruesadora Hammer A3 26 nos encontramos con algunos inconvenientes que supusimos derivaban de una modificación del ajuste original que el fabricante austriaco Felder realiza en sus instalaciones de Hall en el alto Tirol.
 La robustez, calidad y nivel tecnológico aplicado en el diseño es un criterio fundamental a la hora de adquirir una máquina, pero también lo es la calidad del servicio técnico post-venta, sea para resolver problemas técnicos o recibir asesoramiento.
La robustez, calidad y nivel tecnológico aplicado en el diseño es un criterio fundamental a la hora de adquirir una máquina, pero también lo es la calidad del servicio técnico post-venta, sea para resolver problemas técnicos o recibir asesoramiento.
El manual de uso (72 páginas en castellano) que acompaña a la máquina y que el fabricante considera como parte vital e inseparable de la misma, da algunas orientaciones clave para resolver los problemas que se nos presentaban. Afortunadamente Felder dota a todas sus máquinas incluso a las más pequeñas de controles suficientes para un ajuste realmente preciso.
En el Taller-Escuela de Tallamadera.com trabajamos con tilo europeo (Tilia europaea). La viruta que se genera resulta muy entera, como debe ser en una madera apta para tallar. La humedad del tilo ronda el 12-15% medido con un higrómetro Stanley. La de la estancia es en torno del 63%.
Al regruesar, no tanto al cepillar, se acumula viruta en la rejilla de la boca de entrada de la aspiradora S01 como puede verse en la foto adjunta. Se inicia así y acaba obstruyendo el paso.
Entonces se acumula viruta entre la tabla y la mesa y se bloquea la pieza.
 La consulta a Felder nos llevó a ensayar en primer lugar un producto específico (Súper Gleit) -inerte para la madera y sin aceite que pueda mancharla.-.
La consulta a Felder nos llevó a ensayar en primer lugar un producto específico (Súper Gleit) -inerte para la madera y sin aceite que pueda mancharla.-.
Permite mejorar el arrastre de la tabla sobre la mesa y al mismo tiempo protegerla de la oxidación. La ayuda del Súper Gleit, así como la limpieza a fondo de la mesa y las cuchillas ayuda pero no evita el problema. Ensayamos pasos de cepillado muy pequeños, con muchas pasadas o lo contrario, muy grandes sin mejora aparente.
En el manual indica como posibles causas del bloqueo de la tabla, el estado de las cuchillas y el ajuste del achaflanado.
Explica que ese ajuste depende del tipo de madera y dice que se coloque un listón testigo con marcas de milímetros, enrasado a cero con el borde de la mesa fija, se gire manualmente el tambor con las cuchillas: y se observará como el listón se desplaza 2 o 3 mm. En nuestro caso el tambor está a cero y el listón testigo no se desplaza.
En las fotografías podéis ver la situación en nuestro taller de la regruesadora y la sierra de cinta N4400. No es usual utilizar ambas máquinas a la vez por lo que el aspirador S01 ha de servir a ambas máquinas sin incrementar la potencia contratada. El poder de aspiración, está por otra parte, por encima de las recomendaciones de caudal de aspiración que indica el manual de la A3 26 Es posible acortar el tubo, lo que reduce una posible pérdida de caudal.
 Una de las dificultades para entender el manual es la deficiente traducción. El siguiente texto ha sido corregido para entender algo mejor las instrucciones.
Una de las dificultades para entender el manual es la deficiente traducción. El siguiente texto ha sido corregido para entender algo mejor las instrucciones.
Mesa del cepillo por encima del diámetro de rotación de las cuchillas: junta fuertemente cóncava.
Mesa del cepillo al mismo nivel que el diámetro de rotación de las cuchillas: junta recta.
Mesa del cepillo por debajo del diámetro de rotación de las cuchillas: junta fuertemente convexa.
La mesa de salida del cepillo fue ajustada en fábrica para obtener una junta cóncava de aproximadamente 0,2-0,5 mm para una pieza de longitud 2 m. (Ajuste estándar). Para exigencias particulares, juntas en punta, cóncavas o convexas es necesario modificar la altura de la mesa de salida respecto a la altura del diámetro mayor del tambor con las cuchillas
El ajuste de achaflanado se realiza sobre la mesa de salida del cepillo
 1.Parar la máquina y asegurarla contra todo re arranque
1.Parar la máquina y asegurarla contra todo re arranque
2.Aflojar el tornillo de apriete (llave de 13 mm)
3.Excéntrica: a ajustar hasta obtener la altura deseada de la mesa de cepillo (llave de 17 mm)
4.Apretar el tornillo de sujeción., (llave de 13 mm)
5.Controlar el ajuste gracias a una plantilla.
1 Tornillo de sujeción
2 Excéntrica
En el dibujo no queda claro qué se entiende por excéntrica y la llave de 13 y 17 mm no encaja en ninguna de las piezas.

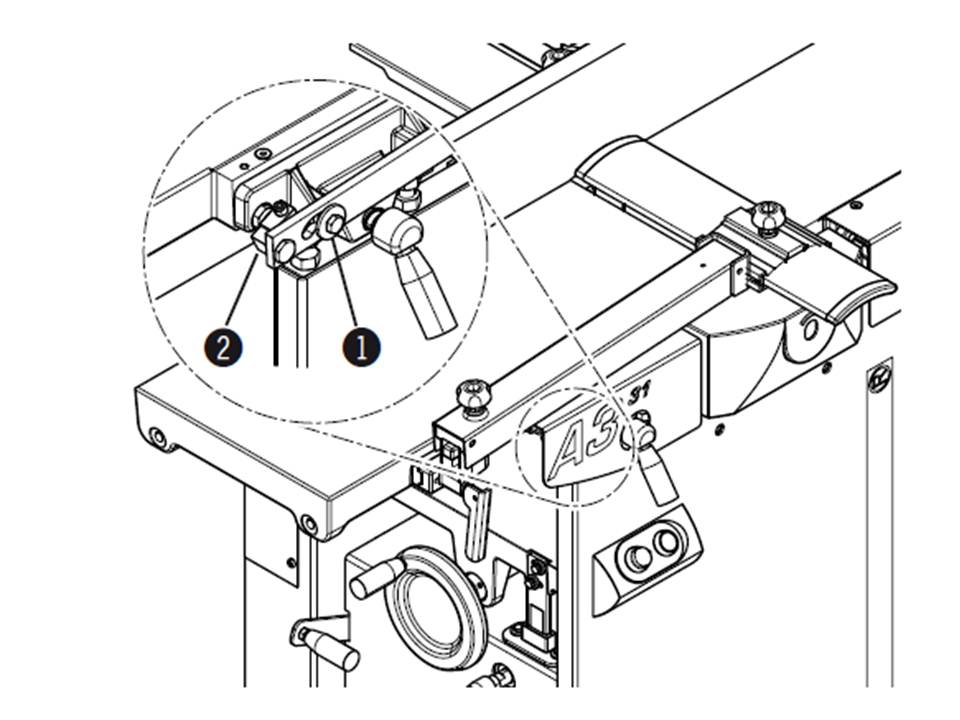
La tuerca 1 necesita una llave de 10 mm no de 13. Si se pretende que movamos la abrazadera 2 con una llave necesitamos una de al menos 20 mm. La tuerca que hace tope en el eje excéntrico necesita una llave de 19 mm para ser aflojada.
La horquilla que une ambos ejes excéntricos, que desplazan la mesa de salida, no se pueden mover si no es haciendo palanca. Eso es lo que se hace en la mesa de entrada para ajustar la altura a cepillar.
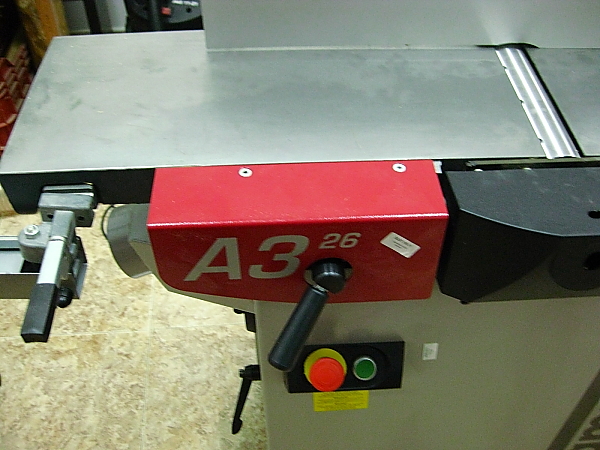
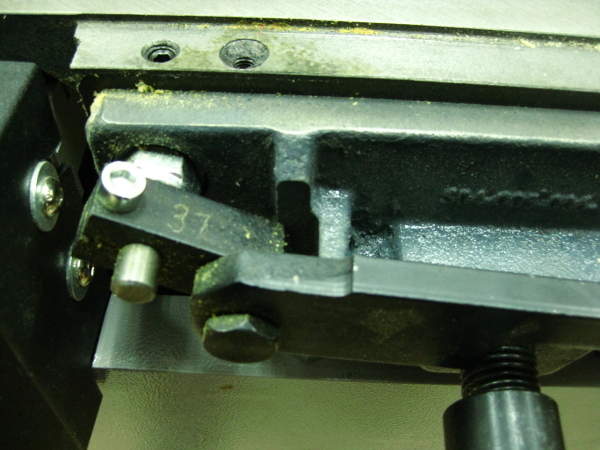
Mesa de salida de la cepilladora A3 26
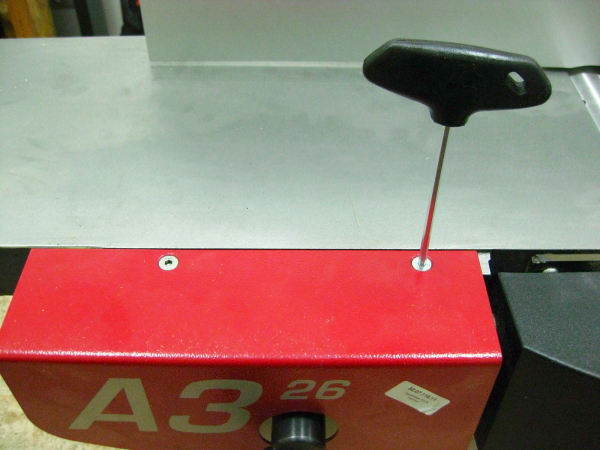
Soltamos los tornillos de la cubierta protectora con la llave Allen que incorpora el equipo.
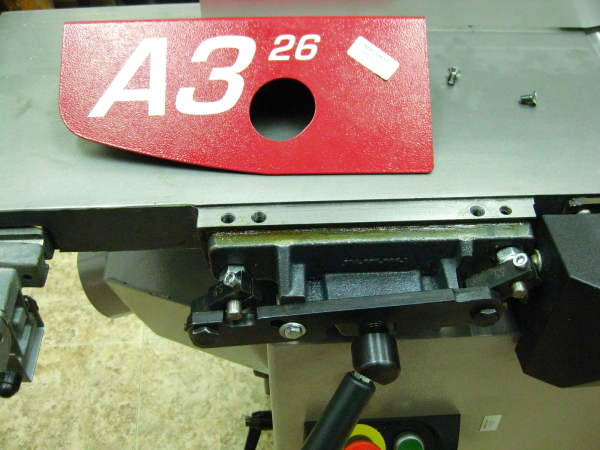
Una vez quitados los dos tornillos y la cubierta accedemos al mecanismo de doble eje excéntrico de la A3 26.

A la izquierda vemos el extremo de uno de los dos ejes que atraviesa transversalmente la mesa. Una brida hace solidario el movimiento del eje. Una traviesa o biela que gira libre une a una brida igual que se fija al eje paralelo de más a la derecha.
Lo primero que hay que hacer es soltar el tornillo que fija la biela e impide que se desplace.

Usamos una llave de 10 o una llave inglesa como en este caso.
El objetivo es moverlo hasta el tope de la derecha. Eso significa girar el eje unos 160º en el sentido contrario a las agujas del reloj
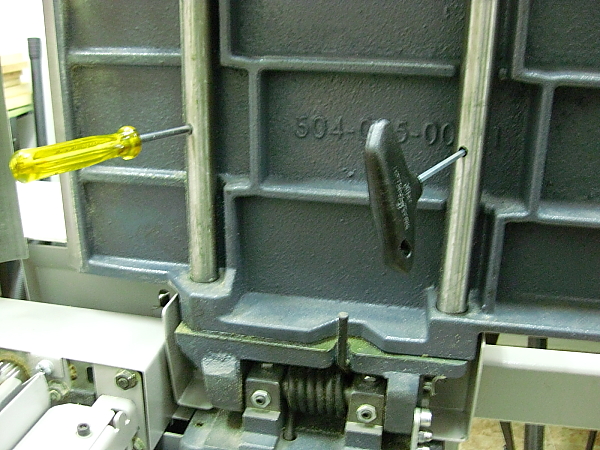 Una de las formas de mover los ejes es levantar las mesas y hacer palanca utilizando los orificios pasantes de ambos ejes excéntricos
Una de las formas de mover los ejes es levantar las mesas y hacer palanca utilizando los orificios pasantes de ambos ejes excéntricos
Aquí es tamos moviendo la mesa de entrada pero el mecanismo es idéntico para la de salida
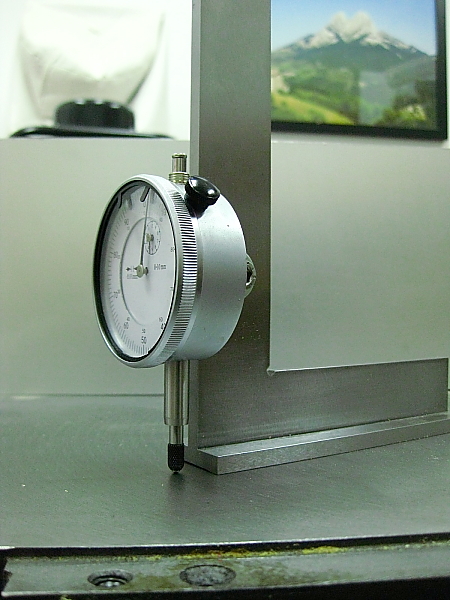
Con un reloj comparador y una escuadra calibrada podemos fabricar un útil comparador para verificar y calibrar la planitud de nuestras mesas y para establecer la altura relativa de la mesa de salida respecto a la del filo de la cuchilla en su punto más alto en el tambor.
En un vídeo podemos ver el efecto que tiene sobre la altura de la mesa y el espacio de toma de aspiración de la viruta el desplazar los ejes de la excéntrica.
Volvamos al manual. Control del ajuste de achaflanado:
1.Realizar una plantilla según la ilustración adjunta
2.Situar el cero de la plantilla sobre el canto de la mesa de salida del cepillo.
3.Girar manualmente el eje del cepillo
4.El eje del cepillo debe arrastrar la pieza de 2 a 3 mm (Ajuste estándar).
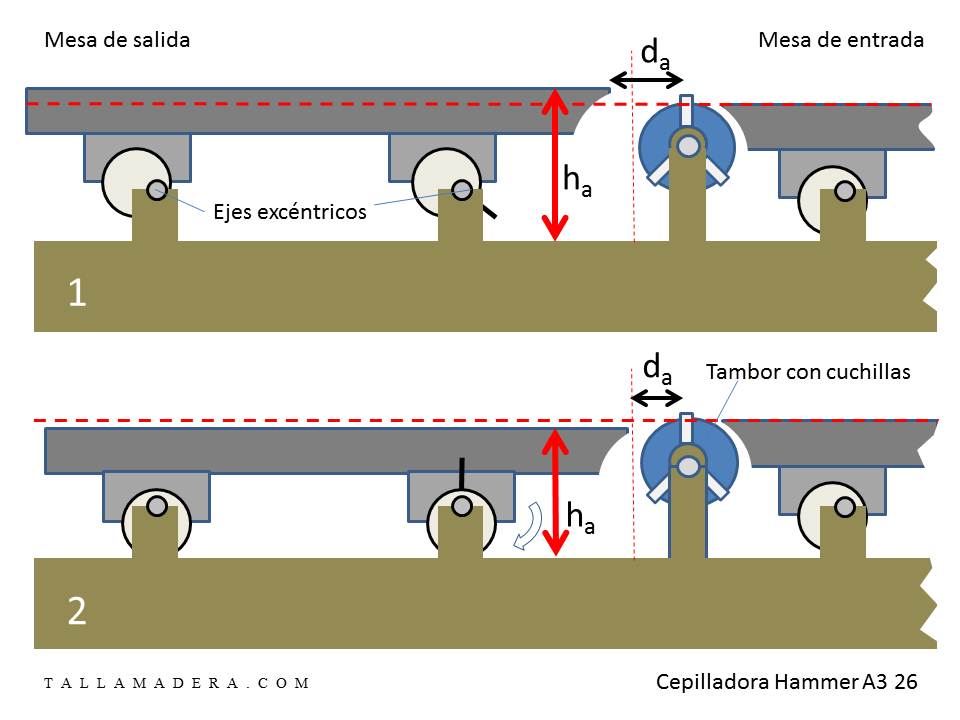
La plataforma de cepillado se compone de dos mesas de altura ajustable. El tablero entraría por la mesa de más a la derecha hasta alcanzar el tambor con cuchillas. Si la mesa de entrada está situada por debajo del filo de las cuchillas habremos iniciado el cepillado.
El tambor con las cuchillas es solidario al banco. Las mesas modifican su altura en relación al tambor, gracias a que cada una de ellas descansa en dos ejes excéntricos. En el esquema puede verse el efecto de desplazar el eje excéntrico sobre ha y da Podemos girar el eje desde la posición 2 a la 1 y ver como aumenta la altura de la mesa de salida (altura de achaflanado) y al mismo tiempo aumenta la distancia de achaflanado, la que separa el borde de la mesa y el tambor, (el máximo es de 4 mm en esta máquina).
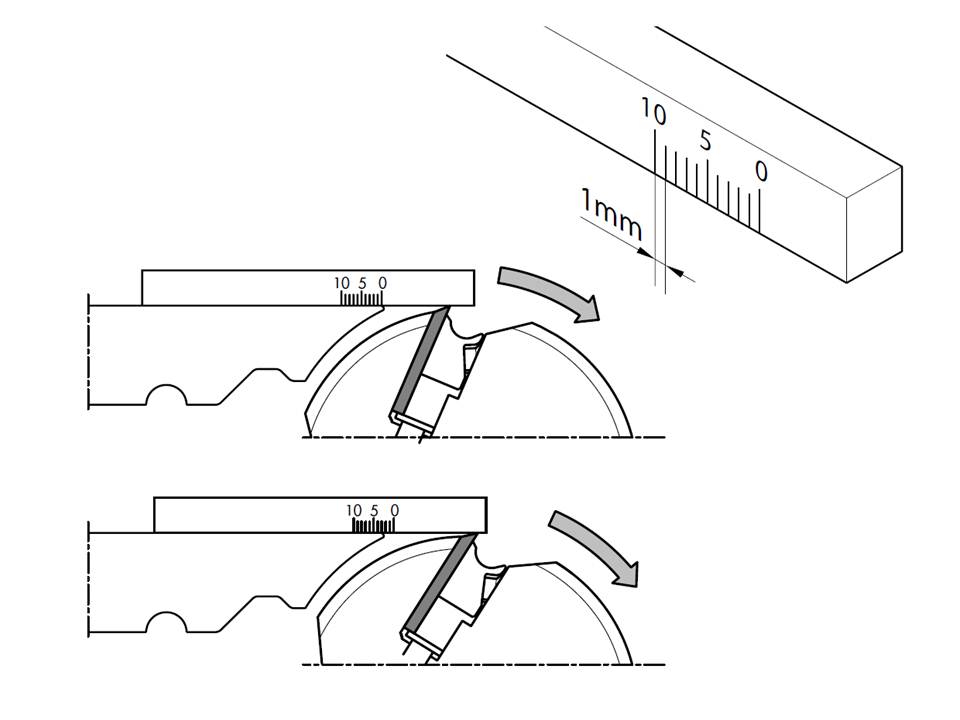
 El siguiente esquema permite entender alguno de los efectos que tiene la altura relativa de las mesas, en la calidad del cepillado. ¿Alguien os ha explicado esto antes?
El siguiente esquema permite entender alguno de los efectos que tiene la altura relativa de las mesas, en la calidad del cepillado. ¿Alguien os ha explicado esto antes?
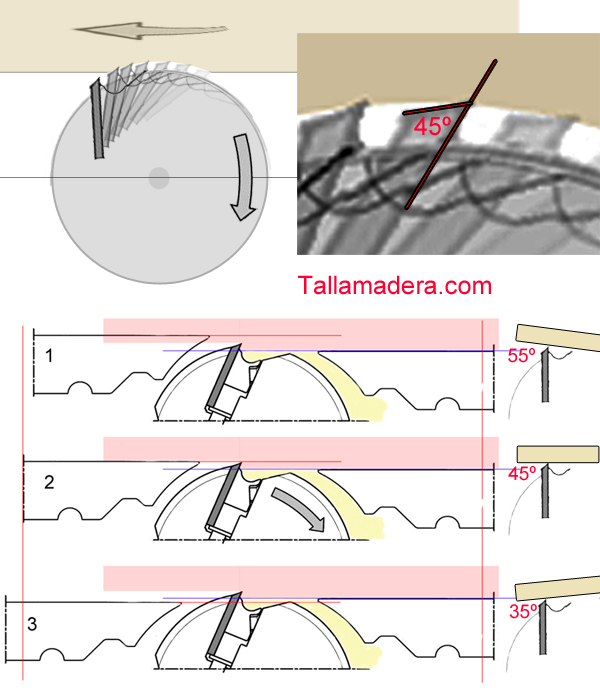
Podéis ver arriba la secuencia de giro de una de las tres cuchillas que se incluyen en el tambor.
La madera es apretada contra el banco de cepillado y se desplaza desde la mesa de entrada a la de salida. El tambor gira a contra fibra. Al entrar las cuchillas producen un rebaje cóncavo en la madera. La cuchilla entra con un ángulo de 45º tal y como se muestra en la figura.
En los esquemas siguientes la mesa de entrada no se mueve. La hemos bajado lo suficiente respecto al borde superior de corte del tambor para producir un cepillado de la madera a su paso. El espacio por el que escapará la viruta, se ha resaltado en amarillo, no varía.
En la situación 1 la mesa de salida esta muy alta. Por encima del filo de las cuchillas en el tambor. El tablón encontraría un obstáculo en el borde de la mesa de salida. Para evitarlo lo normal es levantar algo la presión y dejar que “suba” hasta la otra mesa. Eso va a producir un cepillado cóncavo a lo largo del tablón. Los extremos del tablón se van a cepillar menos profundamente. Al vernos obligados a levantar algo el extremo más avanzado del tablón, estamos modificando el ángulo con el que la cuchilla incide sobre la madera. Pasamos de 45º a 55º o más. Maderas semiduras como el tilo se cortan mejor con ángulos más agudos.
La situación 3 es la opuesta. Aquí inclinamos la tabla, ligeramente, entre la mesa más alta y la de salida demasiado baja. La madera quedaría en el aire, pero al ser apretada contra la mesa de salida, bajamos el ángulo de corte a 35º. Al desplazar hacia abajo la mesa de salida hemos aumentado la separación entre su borde de ataque y el tambor. Vamos a “morder más madera en el inicio y final del tablón por lo que obtendremos una superficie cepillada convexa.
La situación 2 estaría más próxima a la ideal. Como indica el fabricante es preferible que la altura del filo de la cuchilla en su punto más alto del recorrido sea unas décimas mayor que la altura de la mesa de salida. Con ello garantizamos los 45º como ángulo de corte, un acabado excelente del cepillado y una concavidad muy pequeña en tablones largos.
El estado de las cuchillas, la naturaleza de la madera utilizada, la humedad relativa del aire en el entorno de trabajo, la humedad de la propia madera, el ajuste de la altura de la mesa de salida en relación a la altura de las cuchillas, el ángulo de corte de las mismas, el estado de limpieza de las mesas, el uso de lubricantes, son factores que modifican el tamaño de la viruta generada y condicionan la dificultad para su correcta evacuación.